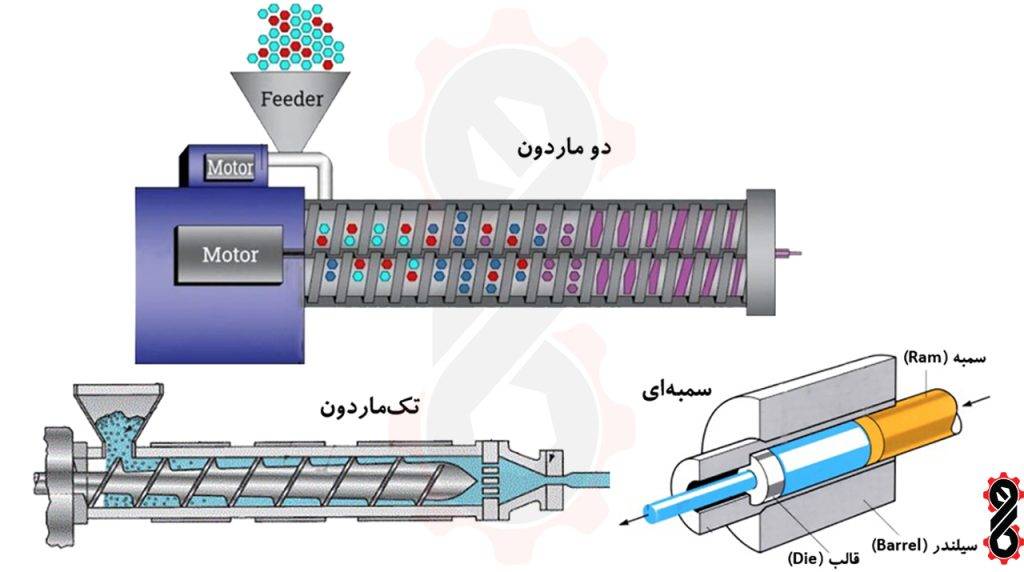
قطعه پیشران اکسترودر در انواع تکماردون، چندماردون و سمبهای (Ram) ساخته میشود.
انواع تکماردون و چندماردون رایجتر هستند؛ اما برای برخی مواد پلاستیکی که با ماردون به خوبی ذوب نمیشوند، اکسترودر سمبهای به کار میرود.
شکل زیر انواع مختلف اکسترودر با قطعههای پیشران متفاوت را نشان میدهد.
ماردون تنها قطعه متحرک اکسترودر است و همه پارامترهای داخلی اکسترودر از جمله دما، فشار و نرخ مصرف مواد خام به آن وابسته است.
بنابراین، در انتخاب و طراحی آن باید بسیار دقت کرد.
محاسبه ابعاد ماردون به عاملهای زیر بستگی دارد.
برای کاربردهایی که چند نوع ماده خام باید با هم ترکیب شود، بهمنظور بهبود کیفیتِ ترکیب، ماردون دوقلو به کار میرود.
چرخش ماردون درون سیلندر اکسترودر باعث اصطکاک و ذوب شدن مواد میشود.
برای ذوب سریعتر مواد نیز المنتهایی روی بدنه بیرونی سیلندر نصب میشود.
اکسترودرهای تکماردون، قابلاطمینان، ارزان و ساده هستند؛ اما برای یکنواخت کردن مواد ترکیبی، اکسترودرهای دو ماردون کیفیت بهتری دارند.
تنظیم سطح دما و سرعت ذوب شدن مواد در اکسترودر از نکات بسیار مهم تولید محصولات پلاستیکی است.
تنظیم بهینه دمای اکسترودر از تاب برداشتن و لهشدگی محصول نهایی جلوگیری میکند.
اصطکاک و فشار درون سیلندر اکسترودر دمای مواد را افزایش میدهد.
برای تنظیم دقیق دمای مواد پلاستیکی از هیتر (المنت) استفاده میشود.
با کم و زیاد کردن توان هیترها یا خاموش و روشن کردن آنها، دمای درون اکسترودر تثبیت میشود.
در برخی انواع اکسترودر برای بهبود کنترل در هنگام نیاز به کاهش دما، فنهای خنککنندهای روی بدنه بیرونی سیلندر اکسترودر قرار میگیرند.
با توجه به سطح مقطع استوانهای سیلندر اکسترودر، هیترهای آن از نوع المنت کمربندی است که دور بدنه سیلندر حلقه میشوند.
این المنتهای کمربندی میتوانند از نوع تسمهای یا سرامیکی باشند. در شکل 3 نمونههایی از هیترهای اکسترودر را مشاهده میکنید.

امروزه در صنایع نساجی از الیاف مصنوعی پلیمری برای ساخت نخ و محصولاتی مانند پارچه، موکت و فرش استفاده میشود.
بنابراین اکسترودر یکی از دستگاههای ضروری برای تولید الیاف مصنوعی به شمار میرود.
یکی از فرایندهای صنعتی که برای تولید نخ از الیاف پلیمری طراحی شده است «رشته پیوسته حجیم» (Bulk Continuous Filament) نام دارد که به اختصار به آن BCF میگویند.
در فرایند BCF، ابتدا مشابه تولید محصولات پلاستیکی، رزین وارد اکسترودر شده و ذوب میشود.
گاهی مواد افزودنی مانند رزین رنگی که به آن مَستربَچ (Masterbatch) میگویند، با مواد ترکیب میشود تا رنگ مورد نظر را به محصول بدهد.
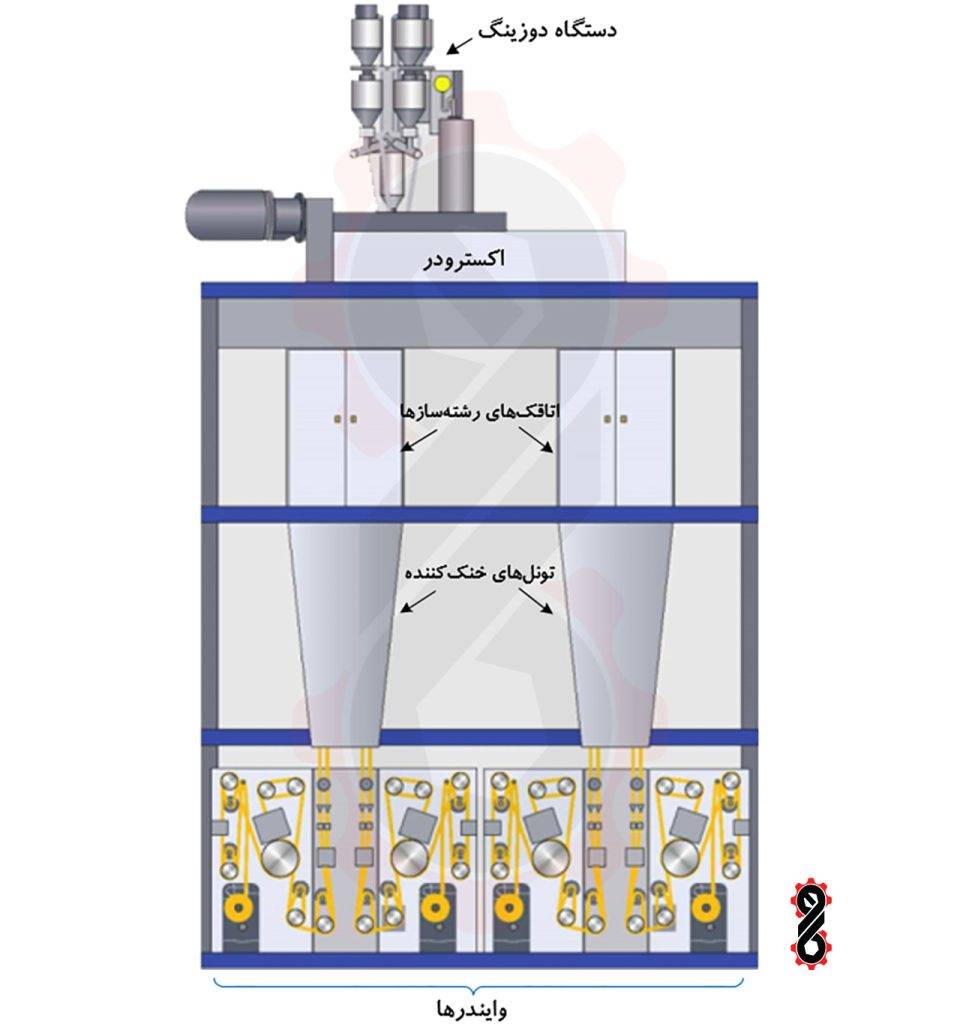
مقدار مَستربَچ باید به اندازه دقیق توسط دستگاه دوزینگ (Dosing) به مواد اضافه شود.
اکسترودر مواد را توسط هیترها به مذاب یکدست تبدیل کرده و توسط ماردون به لوله خروجی میراند.
بر خلاف اکسترودر پلاستیک در خروجی اکسترودر الیاف، قالبی وجود ندارد و مواد ذوبشده وارد لولههایی میشوند تا به مرحله بعدی تولید انتقال یابند.
این لولهها دوجداره هستند و بین دو جداره بیرونی آنها گاز مخصوصی با دمای زیاد جریان دارد که از سفت شدن مواد مذاب در حین انتقال جلوگیری میکند.
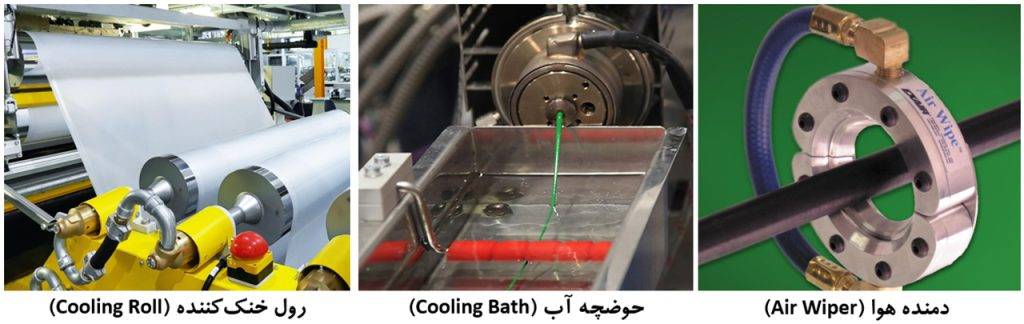
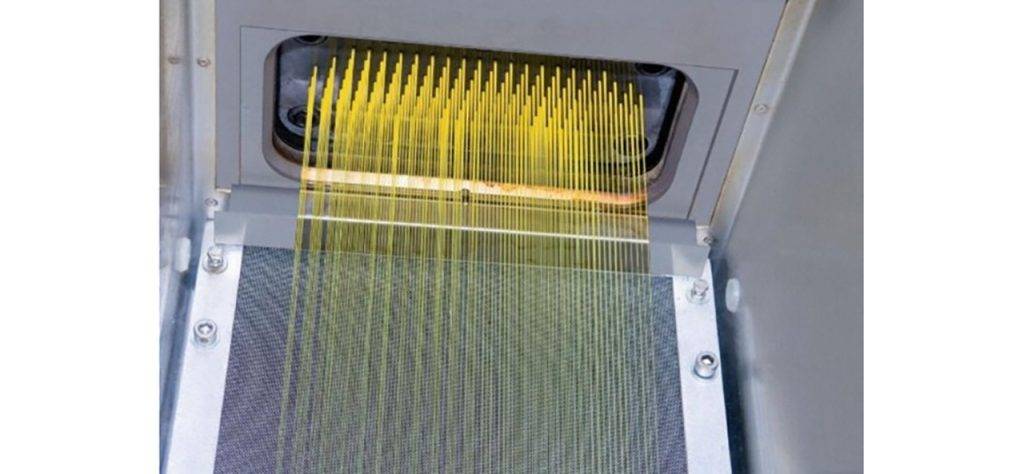
سپس مواد از قطعهای به نام «رشتهساز» (Spinneret) یا «سردوش» به صورت رشتههای ژلهای خارج شده و دمش هوا آنها را خنک میکند
تا به رشتههای باریک تبدیل شوند. در شکل ۶ یک نمونه رشتهساز را مشاهده میکنید.
رشتههای بیرون آمده از رشتهسازها در مرحله بعد به دستگاهی به نام «وایندر» (Winder) میرسند
و با عبور از قطعهای به نام «لامِلا» (Lamellae) با دمیدن هوای پرفشار به رشتهها، آنها را به الیاف بسیار باریک و حجیم تبدیل میکنند.
چنانچه قصد خرید دستگاه اکسترودر را داشته باشید با تنوع قیمتی بالایی مواجه خواهید شد.
این اختلاف قیمت به عوامل مختلفی از قبیل ابعاد دستگاه، برند سازنده و تجهیزات به کار رفته در این دستگاه بستگی دارد.
توجه داشته باشید که بالا بودن قیمت دستگاه همیشه نشان از کیفیت بالا نیست و ممکن است دستگاه خریداری شده با نیاز کاری شما هم خوانی نداشته باشد؛
از این رو بهتر است پیش از اقدام به خرید اکسترودر با افراد متخصص شرکت صنعت پلیمر غرب مشورت نمایید.
